3D printing processes
.jpg)
There are a variety of processes, equipments, and materials used in the synthesis of a three-dimensional object. 3D printing is also known as additive manufacturing, therefore the numerous available 3D printing processes tend to be additive in nature with a few key differences in the technologies and the materials used in this process.
Some of the different types of processes include extrusion, light polymerization, continuous liquid interface production and powder bed. Each process and piece of equipment has pros and cons associated with it. These usually involve aspects such as speed, costs, as well as a mechanical and appearance properties of the material like strength, texture and color.
The variety of processes and equipment allows for numerous uses by amateurs and professionals alike. Some lend themselves better toward industry use whilst others make 3D printing accessible to the average consumer. Some printers are large enough to fabricate buildings whilst others tend to micro and nanoscale sized objects and in general many different technologies can be exploited to physically produce the designed objects.[1]
Processes
Several 3D printing processes have been invented since the late 1970s.[2] The printers were originally large, expensive, and highly limited in what they could produce.[3]
A large number of additive processes are now available. The main differences between processes are in the way layers are deposited to create parts and in the materials that are used. Some methods melt or soften the material to produce the layers, for example. selective laser melting (SLM) or direct metal laser sintering (DMLS), selective laser sintering (SLS), fused deposition modeling (FDM),[4][5] or fused filament fabrication (FFF), while others cure liquid materials using different sophisticated technologies, such as stereolithography (SLA). With laminated object manufacturing (LOM), thin layers are cut to shape and joined together (e.g., paper, polymer, metal). Each method has its own advantages and drawbacks, which is why some companies offer a choice of powder and polymer for the material used to build the object.[6] Others sometimes use standard, off-the-shelf business paper as the build material to produce a durable prototype. The main considerations in choosing a machine are generally speed, costs of the 3D printer, of the printed prototype, choice and cost of the materials, and color capabilities.[7]
Printers that work directly with metals are generally expensive. However less expensive printers can be used to make a mold, which is then used to make metal parts.[8]
Extrusion deposition
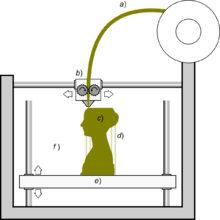
Fused deposition modeling (FDM), derives from automatic polymeric foil hot air welding system, hot-melt gluing and automatic gasket deposition. Such principle has been further developed by S. Scott Crump in the late 1980s and was commercialized in 1990 by Stratasys.[10] After the patent on this technology expired, a large open-source development community developed and both commercial and DIY variants utilizing this type of 3D printer appeared. As a result, the price of this technology has dropped by two orders of magnitude since its creation, and it has become the most common form of 3D printing.[11]
In fused deposition modeling, the model or part is produced by extruding small beads or streams of material which harden immediately to form layers. A filament of thermoplastic, metal wire, or other material is fed into an extrusion nozzle head (3D printer extruder). The nozzle head heats the material and turns the flow on and off. Typically stepper motors or servo motors are employed to move the extrusion head and adjust the flow. The printer usually has 3 axes of motion. A computer-aided manufacturing (CAM) software package is used to generate the G-Code that is sent to a microcontroller which controls the motors.
Plastic is the most common material for such printing. Various polymers may be used, including acrylonitrile butadiene styrene (ABS), polycarbonate (PC), polylactic acid (PLA), high-density polyethylene (HDPE), PC/ABS, polyphenylsulfone (PPSU) and high impact polystyrene (HIPS). In general, the polymer is in the form of a filament fabricated from virgin resins. There are multiple projects in the open-sourced community aimed at processing post-consumer plastic waste into filament. These involve machines used to shred and extrude the plastic material into filament. Additionally, fluoropolymers such as PTFE tubing are used in the process due to the material's ability to withstand high temperatures. This ability is especially useful in transferring filaments.[12]
Metal and glass may both be used as well, though they are much more expensive and generally used for works of art.
FDM is somewhat restricted in the variation of shapes that may be fabricated. For example, FDM usually cannot produce stalactite-like structures, since they would be unsupported during the build. Otherwise, a thin support must be designed into the structure, which can be broken away during finishing. Usually, the software that converts the 3D model into a set of flat layers, called slicer, takes care of the addition of these supports and some other resources to allow the fabrication of this kind of shapes.
Fused deposition modeling is also referred to as fused filament fabrication (FFF) by companies who do not hold the original patents like Stratasys does.
Binding of granular materials

Another 3D printing approach is the selective fusing of materials in a granular bed. The technique fuses parts of the layer and then moves upward in the working area, adding another layer of granules and repeating the process until the piece has built up. This process uses the unfused media to support overhangs and thin walls in the part being produced, which reduces the need for temporary auxiliary supports for the piece. For example, in selective heat sintering, a thermal printhead applies heat to layers of powdered thermoplastic; when a layer is finished, the powder bed moves down, and an automated roller adds a new layer of material which is sintered to form the next cross-section of the model; using a less intense thermal printhead instead of a laser, makes this a cheaper solution than using lasers, and can be scaled down to desktop sizes.[13]
Laser sintering techniques include selective laser sintering (SLS), with both metals and polymers (e.g., PA, PA-GF, Rigid GF, PEEK, PS, Alumide, Carbonmide, elastomers), and direct metal laser sintering (DMLS).[14]
Selective Laser Sintering (SLS) was developed and patented by Dr. Carl Deckard and Dr. Joseph Beaman at the University of Texas at Austin in the mid-1980s,[15] under sponsorship of DARPA.[16] A similar process was patented without being commercialized by R. F. Housholder in 1979. [17]
Selective laser melting (SLM) does not use sintering for the fusion of powder granules but will completely melt the powder using a high-energy laser to create fully dense materials in a layer-wise method that has mechanical properties similar to those of conventional manufactured metals.
Electron beam melting (EBM) is a similar type of additive manufacturing technology for metal parts (e.g. titanium alloys). EBM manufactures parts by melting metal powder layer by layer with an electron beam in a high vacuum. Unlike metal sintering techniques that operate below melting point, EBM parts are void-free. [18] [19]
Another method consists of an inkjet 3D printing system. The printer creates the model one layer at a time by spreading a layer of powder (plaster, or resins) and printing a binder in the cross-section of the part using an inkjet-like process. This is repeated until every layer has been printed. This technology allows the printing of full color prototypes, overhangs, and elastomer parts. The strength of bonded powder prints can be enhanced with wax or thermoset polymer impregnation.
Photopolymerization
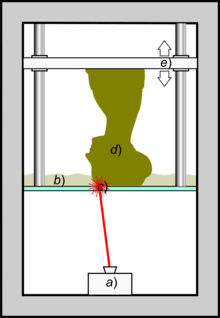
The Stereolithography (SLA) process is based on light curing (photopolymerization) of liquid materials into a solid shape; it was patented in 1986 by Chuck Hull.[20]
In this process a vat of liquid polymer is exposed to controlled lighting (like a laser or a digital light projector) under safelight conditions. The exposed liquid polymer hardens. Polymerization occurs when photopolymers are exposed to light when photopolymers contain chromophores, otherwise, the addition of molecules that are photosensitive are utilized to react with the solution to begin polymerization. Polymerization of monomers lead to cross-linking, which creates a polymer. Through these covalent bonds, the property of the solution is changed.[21] The build plate then moves down in small increments and the liquid polymer is again exposed to light. The process repeats until the model has been built. The liquid polymer is then drained from the vat, leaving the solid model. The EnvisionTEC Perfactory[22] is an example of a DLP rapid prototyping system.
Inkjet printer systems like the Objet PolyJet system spray photopolymer materials onto a build tray in ultra-thin layers (between 16 and 30 µm) until the part is completed. Each photopolymer layer is cured with UV light after it is jetted, producing fully cured models that can be handled and used immediately, without post-curing. The gel-like support material, which is designed to support complicated geometries, is removed by hand and water jetting. It is also suitable for elastomers. There is another type of inkjet printing system available in the market that can print a photopolymer in a layer-by-layer manner, with intermediate UV curing, to produce ophthalmic corrective lenses. No support structures are required in this case, as ophthalmic lenses do not need overhangs. Luxexcel, a Dutch company, has commercialized this technology and printing platform.[23]
Ultra-small features can be made with the 3D micro-fabrication technique used in multiphoton photopolymerisation. This approach uses a focused laser to trace the desired 3D object into a block of gel. Due to the nonlinear nature of photo excitation, the gel is cured to a solid only in the places where the laser was focused while the remaining gel is then washed away. Feature sizes of under 100 nm are easily produced, as well as complex structures with moving and interlocked parts.[24]
Yet another approach uses a synthetic resin that is solidified using LEDs.[25]
In Mask-image-projection-based stereolithography, a 3D digital model is sliced by a set of horizontal planes. Each slice is converted into a two-dimensional mask image. The mask image is then projected onto a photocurable liquid resin surface and light is projected onto the resin to cure it in the shape of the layer.[26] The technique has been used to create objects composed of multiple materials that cure at different rates.[26] In research systems, the light is projected from below, allowing the resin to be quickly spread into uniform thin layers, reducing production time from hours to minutes.[26] Commercially available devices such as Objet Connex apply the resin via small nozzles.[26]
Continuous liquid interface production (CLIP) is another form of additive manufacturing that uses the DLP based photo polymerization process to create smooth-sided solid objects of a wide variety of shapes. The continuous process of CLIP begins with a pool of liquid photopolymer resin. Part of the pool bottom is transparent to ultraviolet light (the "window"). Like DLP systems before it, ultraviolet light beam shines through the window, illuminating the precise cross-section of the object. The light causes the resin to solidify. The object rises slowly enough to allow resin to flow under and maintain contact with the bottom of the object.[27] CLIP is different from traditional DLP processes, due to an oxygen-permeable membrane which lies below the resin, creating a "dead zone" (persistent liquid interface) preventing the resin from attaching to the window (photopolymerization is inhibited between the window and the polymerizer).[28]
Unlike stereolithography, the printing process is considered continuous by its founders and considerably faster than traditional DLP processes, enabling the production of parts in minutes instead of hours.[27][28][29]
Lamination
In some printers, paper can be used as the build material, resulting in a lower cost to print. During the 1990s some companies marketed printers that cut cross-sections out of special adhesive coated paper using a carbon dioxide laser and then laminated them together.
In 2005 Mcor Technologies Ltd developed a different process using ordinary sheets of office paper, a tungsten carbide blade to cut the shape, and selective deposition of adhesive and pressure to bond the prototype.[30]
There are also a number of companies selling printers that print laminated objects using thin plastic and metal sheets.
Powder-fed directed-energy deposition
In powder-fed directed-energy deposition, a high-power laser is used to melt metal powder supplied to the focus of the laser beam. The laser beam typically travels through the center of the deposition head and is focused to a small spot by one or more lenses. The build occurs on a X-Y table which is driven by a tool path created from a digital model to fabricate an object layer by layer. The deposition head is moved up vertically as each layer is completed. Metal powder is delivered and distributed around the circumference of the head or can be split by an internal manifold and delivered through nozzles arranged in various configurations around the deposition head. A hermetically sealed chamber filled with inert gas or a local inert shroud gas is often used to shield the melt pool from atmospheric oxygen for better control of material properties. The powder fed directed energy process is similar to Selective Laser Sintering, but the metal powder is applied only where material is being added to the part at that moment. The process supports a wide range of materials including titanium, stainless steel, aluminum, and other specialty materials as well as composites and functionally graded material. The process can not only fully build new metal parts but can also add material to existing parts for example for coatings, repair, and hybrid manufacturing applications. LENS (Laser Engineered Net Shaping), which was developed by Sandia National Labs, is one example of the Powder Fed - Directed Energy Deposition process for 3D printing or restoring metal parts.[31][32]
Metal wire processes
Laser-based wirefeed systems, such as Laser Metal Deposition-wire (LMD-w), feed wire through a nozzle that is melted by a laser using inert gas shielding in either an open environment (gas surrounding the laser), or in a sealed chamber. Electron beam freeform fabrication uses an electron beam heat source inside a vacuum chamber.
It is also possible to use conventional gas metal arc welding attached to a 3D stage to 3-D print metals such as steel and aluminum.[33] Low-cost open source RepRap-style 3-D printers have been outfitted with Arduino-based sensors and demonstrated reasonable metallurgical properties from conventional welding wire as feedstock.[34]
Printers
Industry use
As of October 2012, additive manufacturing systems were on the market that ranged from $2,000 to $500,000 in price and were employed in industries including aerospace, architecture, automotive, defense, and medical replacements, among many others. For example, General Electric uses the high-end model to build parts for turbines.[35] Many of these systems are used for rapid prototyping, before mass production methods are employed.
Higher education has proven to be a major buyer of desktop and professional 3D printers.[36] Significant desktop 3D printer purchases by both K-12 and universities helped sustain a desktop 3D printer market that had problems in 2015-2016.[37] Libraries around the world have also become locations to house smaller 3D printers for educational and community access.[38]
Consumer use

Several projects and companies are making efforts to develop affordable 3D printers for home desktop use. Much of this work has been driven by and targeted at DIY/Maker/enthusiast/early adopter communities, with additional ties to the academic and hacker communities.[39]
RepRap Project is one of the longest running projects in the desktop category. The RepRap project aims to produce a free and open source hardware (FOSH) 3D printer, whose full specifications are released under the GNU General Public License, which is capable of replicating itself by printing many of its own (plastic) parts to create more machines.[40][41] RepRaps have already been shown to be able to print circuit boards[42] and metal parts.[43][44] The most popular 3D printer in the world is the Prusa i3, a RepRap printer.[45][46]
Because of the FOSH aims of RepRap, many related projects have used their design for inspiration, creating an ecosystem of related or derivative 3D printers, most of which are also open-source designs. The availability of these open-source designs means that variants of 3D printers are easy to invent. The quality and complexity of printer designs, however, as well as the quality of kit or finished products, varies greatly from project to project. This rapid development of open source 3D printers is gaining interest in many spheres as it enables hyper-customization and the use of public domain designs to fabricate open source appropriate technology. This technology can also assist initiatives in sustainable development since technologies are easily and economically made from resources available to local communities.[47][48]
The cost of 3D printers has decreased dramatically since about 2010, with machines that used to cost $20,000 now costing less than $1,000.[49] For instance, as of 2013, several companies and individuals are selling parts to build various RepRap designs, with prices starting at about €400 / US$500.[50] The open source Fab@Home project[51] has developed printers for general use with anything that can be squirted through a nozzle, from chocolate to silicone sealant and chemical reactants. Printers following the project's designs have been available from suppliers in kits or in pre-assembled form since 2012 at prices in the US$2000 range.[50] Several new 3D printers are aimed at the small, inexpensive market including the mUVe3D and Lumifold. Rapide 3D has designed a professional grade crowdsourced 3D-printer costing $1499 which has no fumes nor constant rattle during use.[52] The 3Doodler, "3D printing pen", raised $2.3 million on Kickstarter with the pens selling at $99,[53] though the 3D Doodler has been criticized for being more of a crafting pen than a 3D printer.[54]
As the costs of 3D printers have come down, they are becoming more appealing financially to use for self-manufacturing of personal products.[55] In addition, 3D printing products at home may reduce the environmental impacts of manufacturing by reducing material use and distribution impacts.[56]
In addition, several RecycleBots such as the commercialized Filastruder have been designed and fabricated to convert waste plastic, such as shampoo containers and milk jugs, into inexpensive RepRap filament.[57] There is some evidence that using this approach of distributed recycling is better for the environment.[58]
The development and hyper-customization of the RepRap-based 3D printers has produced a new category of printers suitable for small business and consumer use. Manufacturers such as Solidoodle,[35] Robo 3D, RepRapPro and Pirx 3D have introduced models and kits priced at less than $1,000, thousands less than they were in September 2012.[35] Depending on the application, the print resolution and speed of manufacturing lies somewhere between a personal printer and an industrial printer. A list of printers with pricing and other information is maintained.[50] Most recently delta robots, like the TripodMaker, have been utilized for 3D printing to increase fabrication speed further.[59] For delta 3D printers, due to its geometry and differentiation movements, the accuracy of the print depends on the position of the printer head.[60]
Some companies are also offering software for 3D printing, as a support for hardware manufactured by other companies.[61]
Large 3D printers
Large 3D printers have been developed for industrial, education, and demonstrative uses. A large delta-style 3D printer was built in 2014 by SeeMeCNC. The printer is capable of making an object with diameter of up to 4 feet (1.2 m) and up to 10 feet (3.0 m) in height. It also uses plastic pellets as the raw material instead of the typical plastic filaments used in other 3D printers.[62]

Another type of large printer is Big Area Additive Manufacturing (BAAM). The goal is to develop printers that can produce a large object in high speed. A BAAM machine of Cincinnati Incorporated can produce an object at the speeds 200-500 times faster than typical 3D printers available in 2014. Another BAAM machine is being developed by Lockheed Martin with an aim to print long objects of up to 100 feet (30 m) to be used in aerospace industries.[63]
See also Construction 3D printing
Microscale and nanoscale 3D printing
Microelectronic device fabrication methods can be employed to perform the 3D printing of nanoscale-size objects. Such printed objects are typically grown on a solid substrate, e.g. silicon wafer, to which they adhere after printing as they are too small and fragile to be manipulated post-construction.
In one technique, 3D nanostructures can be printed by physically moving a dynamic stencil mask during the material deposition process, somewhat analogous to the extrusion method of traditional 3D printers. Programmable-height nanostructures with resolutions as small as 10 nm have been produced in this fashion, by metallic physical vapor deposition Mechanicalpiezo-actuator controlled stencil mask having a milled nanopore in a silicon nitride membrane.[64]
Another method enhances the photopolymerization process on a much smaller scale, using finely-focused lasers controlled by adjustable mirrors. This method has produced objects with feature resolutions of 100 nm.[65] Micron wide, millimetre long copper wires have also been printed using lasers.[66]
References
- ↑ Bickel, B.; Cignoni, P.; Malomo, L.; Pietroni, N. (2018). "State of the Art on Stylized Fabrication" (PDF). Computer Graphics Forum. doi:10.1111/cgf.13327.
- ↑ Sames, W. "The metallurgy and processing science of metal additive manufacturing". International Materials Reviews. 61: 315–360. doi:10.1080/09506608.2015.1116649.
- ↑ Jane Bird (2012-08-08). "Exploring the 3D printing opportunity". The Financial Times. Retrieved 2012-08-30.
- ↑ Hamzah, Hairul Hisham; Shafiee, Saiful Arifin; Abdalla, Aya; Patel, Bhavik Anil (2018). "3D printable conductive materials for the fabrication of electrochemical sensors: A mini review". Electrochemistry Communications. 96: 27–31.
- ↑ FDM is a proprietary term owned by Stratasys. All 3-D printers that are not Stratasys machines and use a fused filament process are referred to as or fused filament fabrication (FFF).
- ↑ Sherman, Lilli Manolis (November 15, 2007). "A whole new dimension – Rich homes can afford 3D printers". The Economist.
- ↑ Wohlers, Terry. "Factors to Consider When Choosing a 3D Printer (WohlersAssociates.com, Nov/Dec 2005)".
- ↑ www.3ders.org (2012-09-25). "Casting aluminum parts directly from 3D printed PLA parts". 3ders.org. Retrieved 2013-10-30.
- ↑ "Affordable 3D Printing with new Selective Heat Sintering (SHS™) technology". blueprinter.
- ↑ Chee Kai Chua; Kah Fai Leong; Chu Sing Lim (2003). Rapid Prototyping. World Scientific. p. 124. ISBN 978-981-238-117-0.
- ↑ Palermo, Elizabeth. "Fused Deposition Modeling: Most Common 3D Printing Method". Livescience. Retrieved February 9, 2017.
- ↑ "PTFE Tubing Benefits & Applications". Fluorotherm Polymers, Inc. Retrieved 17 November 2015.
- ↑ "How Selective Heat Sintering Works". THRE3D.com. Archived from the original on 3 February 2014. Retrieved 3 February 2014.
- ↑ "Aluminum-powder DMLS-printed part finishes race first".
- ↑ "Selective Laser Sintering, Birth of an Industry".
- ↑ Deckard, C., "Method and apparatus for producing parts by selective sintering", U.S. Patent 4,863,538, filed October 17, 1986, published September 5, 1989.
- ↑ States4247508 United States 4247508, R. Houshoulder, "Molding Process", published 27 January, 1981
- ↑ Hiemenz, Joe. "Rapid prototypes move to metal components (EE Times, 3/9/2007)".
- ↑ "Rapid Manufacturing by Electron Beam Melting". SMU.edu.
- ↑ U.S. Patent 4,575,330
- ↑ Jacobs, Paul Francis (1992-01-01). Rapid Prototyping & Manufacturing: Fundamentals of Stereolithography. Society of Manufacturing Engineers. ISBN 978-0-87263-425-1.
- ↑ "EnvisionTEC Perfactory". EnvisionTEC. Archived from the original on 2013-10-13.
- ↑ Butler Millsaps, Bridget (6 March 2015). "Comparing LUXeXceL's Printoptical Technology to Transparent Polyjet, SLA & MJM 3D Printing". 3DPRINT.com. Retrieved 15 February 2018.
- ↑ Johnson, R. Colin. "Cheaper avenue to 65 nm? (EE Times, 3/30/2007)".
- ↑ "The World's Smallest 3D Printer". TU Wien. 12 September 2011.
- 1 2 3 4 "3D-printing multi-material objects in minutes instead of hours". Kurzweil Accelerating Intelligence. November 22, 2013.
- 1 2 St. Fleur, Nicholas (17 March 2015). "3-D Printing Just Got 100 Times Faster". The Atlantic. Retrieved 19 March 2015.
- 1 2 Castelvecchi, Davide (17 March 2015). "Chemical trick speeds up 3D printing". Nature. Retrieved 19 March 2015.
- ↑ Saxena, Shalini (19 March 2015). "New nonstop 3D printing process takes only minutes instead of hours". Ars Technica. Retrieved 19 March 2015.
- ↑ "3D Printer Uses Standard Paper".
- ↑ Beese, Allison M.; Carroll, Beth E. (2015-12-21). "Review of Mechanical Properties of Ti-6Al-4V Made by Laser-Based Additive Manufacturing Using Powder Feedstock". JOM. 68 (3): 724–734. Bibcode:2016JOM....68c.724B. doi:10.1007/s11837-015-1759-z. ISSN 1047-4838.
- ↑ Gibson, Ian; Rosen, David; Stucker, Brent. "Chapter 10". Additive Manufacturing Technologies - Springer. doi:10.1007/978-1-4939-2113-3.
- ↑ Nilsiam, Yuenyong; Haselhuhn, Amberlee; Wijnen, Bas; Sanders, Paul; Pearce, Joshua M. (2015). "Integrated Voltage – Current Monitoring and Control of Gas Metal Arc Weld Magnetic Ball-Jointed Open Source 3-D Printer". Machines. 3 (4): 339–51.
- ↑ Pinar, A.; Wijnen, B.; Anzalone, G. C.; Havens, T. C.; Sanders, P. G.; Pearce, J. M. (2015). "Low-cost Open-Source Voltage and Current Monitor for Gas Metal Arc Weld 3-D Printing". Journal of Sensors.
- 1 2 3 "3D Printing: Challenges and Opportunities for International Relations". Council on Foreign Relations. October 23, 2013. Archived from the original on 2013-10-28. Retrieved 2013-10-30.
- ↑ "Despite Market Woes, 3D Printing Has a Future Thanks to Higher Education - Bold". 2 December 2015.
- ↑ "Stratasys Ltd. Short Interest Update". Americantradejournal.com.
- ↑ "UMass Amherst Library Opens 3-D Printing Innovation Center".
- ↑ Kalish, Jon. "A Space For DIY People To Do Their Business (NPR.org, November 28, 2010)". Retrieved 2012-01-31.
- ↑ Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. (2011). "Reprap-- the replicating rapid prototyper". Robotica. 29 (1): 177–191. doi:10.1017/s026357471000069x.
- ↑ "Open source 3D printer copies itself". Computerworld New Zealand. 2008-04-07. Retrieved 2013-10-30.
- ↑ "First reprapped circuit". RepRap.
- ↑ "An Inexpensive Way to Print Out Metal Parts". The New York Times. 10 December 2013.
- ↑ Anzalone, Gerald C.; Zhang, Chenlong; Wijnen, Bas; Sanders, Paul G.; Pearce, Joshua M. (2013). "Low-Cost Open-Source 3-D Metal Printing". IEEE Access. 1: 803–810. doi:10.1109/ACCESS.2013.2293018.
- ↑ "3D Printing Trends July 2016". 3D Hubs. Retrieved 2016-07-12.
- ↑ "What's up with Original Prusa i3? - Prusa Printers". 2016-03-02. Retrieved 2016-07-12.
- ↑ Pearce, Joshua M.; et al. (2010). "3-D Printing of Open Source Appropriate Technologies for Self-Directed Sustainable Development". Journal of Sustainable Development. 3 (4): 17–29. doi:10.5539/jsd.v3n4p17. Retrieved 2012-01-31.
- ↑ "3D Printing". 13 February 2012. Archived from the original on 27 December 2014.
- ↑ Bilton, Nick. "Disruptions: On the Fast Track to Routine 3-D Printing".
- 1 2 3 www.3ders.org. "3D printers list with prices". 3ders.org. Archived from the original on 2013-10-30. Retrieved 2013-10-30.
- ↑ Simonite, Tom. "Desktop fabricator may kick-start home revolution".
- ↑ "Rapide One – Affordable Professional Desktop 3D Printer by Rapide 3D". Indiegogo. December 2, 2013. Retrieved 20 January 2014.
- ↑ "A Review Of The 3Doodler Pen, Which Raised Over $2 Million On Kickstarter".
- ↑ Dorrier, Jason (27 February 2013). "Kickstarter 3Doodler 3D Printing Pen Nothing of the Sort - But Somehow Raises $2 Million".
- ↑ Wittbrodt, B. T.; Glover, A. G.; Laureto, J.; Anzalone, G. C.; Oppliger, D.; Irwin, J. L.; Pearce, J. M. (2013). "Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers". Mechatronics. 23 (6): 713–726. doi:10.1016/j.mechatronics.2013.06.002.
- ↑ Kreiger, M.; Pearce, J. M. (2013). "Environmental Life Cycle Analysis of Distributed Three-Dimensional Printing and Conventional Manufacturing of Polymer Products". ACS Sustainable Chemistry & Engineering. 1: 131002082320002. doi:10.1021/sc400093k.
- ↑ Baechler, Christian; DeVuono, Matthew; Pearce, Joshua M. (2013). "Distributed Recycling of Waste Polymer into RepRap Feedstock". Rapid Prototyping Journal. 19 (2): 118–125. doi:10.1108/13552541311302978.
- ↑ "Distributed Recycling of Post-Consumer Plastic Waste in Rural Areas".
- ↑ "Hoe werkt een 3D printer?". www.llowlab.nl.
- ↑ Vandendriessche, Pieter-Jan. "delta 3D printer accuracy". Archived from the original on 2014-01-11.
- ↑ Titsch, Mike (July 11, 2013). "MatterHackers Opens 3D Printing Store and Releases MatterControl 0.7.6". Retrieved November 30, 2013.
- ↑ "Hoosier Daddy – The Largest Delta 3D Printer In the World". 3D Printer World. Punchbowl Media. 2014-09-23. Retrieved 2014-09-28.
- ↑ McKenna, Beth (2014-09-26). "The Next Big Thing in 3-D Printing: Big Area Additive Manufacturing, or BAAM". The Motley Fool. Retrieved 2014-09-28.
- ↑ J. L. Wasserman; et al. (2008). "Fabrication of One-Dimensional Programmable-Height Nanostructures via Dynamic Stencil Deposition". Review of Scientific Instruments. 79 (7): 073909. arXiv:0802.1848. Bibcode:2008RScI...79g3909W. doi:10.1063/1.2960573.
- ↑ patel, Prachi (5 March 2013). "Micro 3-D Printer Creates Tiny Structures in Seconds". MIT Technology Review.
- ↑ Grant-Jacob, James A.; Mills, Benjamin; Feinaeugle, Matthias; Sones, Collin L.; Oosterhuis, Gerrit; Hoppenbrouwers, Marc B.; Eason, Robert W. (2013-06-01). "Micron-scale copper wires printed using femtosecond laser-induced forward transfer with automated donor replenishment". Optical Materials Express. 3 (6). doi:10.1364/ome.3.000747. ISSN 2159-3930.
Further reading
- Beaumont Newhall (May 1958) "Photosculpture," Image, 7 (5) : 100–105 Archived 2013-10-04 at the Wayback Machine.
- François Willème, "Photo-sculpture," U.S. Patent no. 43,822 (August 9, 1864). Available on-line at: U.S. Patent 43,822
- François Willème (May 15, 1861) "La sculpture photographique", Le Moniteur de la photographie, p. 34.
- "Rapid Prototyping in Europe and Japan" (PDF). JTEC/WTEC Panel Report. Archived from the original (PDF) on 2017-08-30. Retrieved 28 December 2016.