Selective laser sintering

Selective laser sintering (SLS) is an additive manufacturing (AM) technique that uses a laser as the power source to sinter powdered material (typically nylon/polyamide[1][2]), aiming the laser automatically at points in space defined by a 3D model, binding the material together to create a solid structure. It is similar to direct metal laser sintering (DMLS); the two are instantiations of the same concept but differ in technical details. Selective laser melting (SLM) uses a comparable concept, but in SLM the material is fully melted rather than sintered,[3] allowing different properties (crystal structure, porosity, and so on). SLS (as well as the other mentioned AM techniques) is a relatively new technology that so far has mainly been used for rapid prototyping and for low-volume production of component parts. Production roles are expanding as the commercialization of AM technology improves.
History
Selective laser sintering (SLS) was developed and patented by Dr. Carl Deckard and academic adviser, Dr. Joe Beaman at the University of Texas at Austin in the mid-1980s, under sponsorship of DARPA.[4] Deckard and Beaman were involved in the resulting start up company DTM, established to design and build the SLS machines. In 2001, 3D Systems, the biggest competitor to DTM and SLS tec hnology, acquired DTM.[5] The most recent patent regarding Deckard's SLS technology was issued 28 January 1997 and expired 28 Jan 2014.[6]
A similar process was patented without being commercialized by R. F. Housholder in 1979.[7]
As SLS requires the use of high-powered lasers it is often too expensive, not to mention possibly too dangerous, to use in the home. The expense and potential danger of SLS printing means that the home market for SLS printing is not as large as the market for other additive manufacturing technologies, such as Fused Deposition Modeling (FDM).
Technology
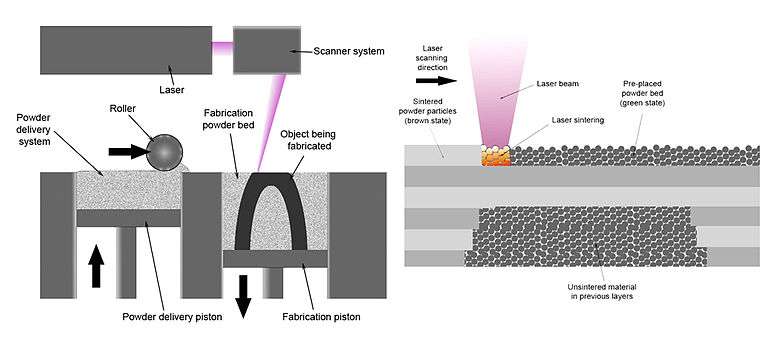
An additive manufacturing layer technology, SLS involves the use of a high power laser (for example, a carbon dioxide laser) to fuse small particles of plastic, metal, ceramic, or glass powders into a mass that has a desired three-dimensional shape. The laser selectively fuses powdered material by scanning cross-sections generated from a 3-D digital description of the part (for example from a CAD file or scan data) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness, a new layer of material is applied on top, and the process is repeated until the part is completed.[8]
Because finished part density depends on peak laser power, rather than laser duration, a SLS machine typically uses a pulsed laser. The SLS machine preheats the bulk powder material in the powder bed somewhat below its melting point, to make it easier for the laser to raise the temperature of the selected regions the rest of the way to the melting point.[9]
In contrast with some other additive manufacturing processes, such as stereolithography (SLA) and fused deposition modeling (FDM), which most often require special support structures to fabricate overhanging designs, SLS does not need a separate feeder for support material because the part being constructed is surrounded by unsintered powder at all times, this allows for the construction of previously impossible geometries. Also, since the machine's chamber is always filled with powder material the fabrication of multiple parts has a far lower impact on the overall difficulty and price of the design because through a technique known as 'Nesting' multiple parts can be positioned to fit within the boundaries of the machine. One design aspect which should be observed however is that with SLS it is 'impossible' to fabricate a hollow but fully enclosed element. This is because the unsintered powder within the element can't be drained.
Since patents have started to expire, affordable home printers have become possible, but the heating process is still an obstacle, with a power consumption of up to 5 kW and temperatures having to be controlled within 2 °C for the three stages of preheating, melting and storing before removal.
Materials and applications
Some SLS machines use single-component powder, such as direct metal laser sintering. Powders are commonly produced by ball milling. However, most SLS machines use two-component powders, typically either coated powder or a powder mixture. In single-component powders, the laser melts only the outer surface of the particles (surface melting), fusing the solid non-melted cores to each other and to the previous layer.[9]
Compared with other methods of additive manufacturing, SLS can produce parts from a relatively wide range of commercially available powder materials. These include polymers such as nylon (neat, glass-filled, or with other fillers) or polystyrene, metals including steel, titanium, alloy mixtures, and composites and green sand. The physical process can be full melting, partial melting, or liquid-phase sintering. Depending on the material, up to 100% density can be achieved with material properties comparable to those from conventional manufacturing methods. In many cases large numbers of parts can be packed within the powder bed, allowing very high productivity.
SLS technology is in wide use around the world due to its ability to easily make very complex geometries directly from digital CAD data. While it began as a way to build prototype parts early in the design cycle, it is increasingly being used in limited-run manufacturing to produce end-use parts. One less expected and rapidly growing application of SLS is its use in art.
Because SLS can produce parts made from a wide variety of materials (plastics, glass, ceramics, or metals), it is quickly becoming a popular process for creating prototypes, and even final products. SLS has been increasingly utilized in industry in situations where small quantities of high quality parts are needed, such as in the aerospace industry, where SLS is being used more often to create prototypes for aircraft. Aircraft are often built in small quantities and stay in service for decades, so producing physical molds for parts becomes non cost effective, so SLS has become an excellent solution. [10]
Advantages vs. disadvantages
Advantages
A distinct advantage of the SLS process is that because it is fully self-supporting, it allows for parts to be built within other parts in a process called nesting – with highly complex geometry that simply could not be constructed any other way.
Parts possess high strength and stiffness
Good chemical resistance
Various finishing possibilities (e.g., metallization, stove enameling, vibratory grinding, tub coloring, bonding, powder, coating, flocking)
Bio compatible according to EN ISO 10993-1 and USP/level VI/121 °C
Complex parts with interior components, channels, can be built without trapping the material inside and altering the surface from support removal.
Fastest additive manufacturing process for printing functional, durable, prototypes or end user parts.
Vast variety of materials and characteristics of Strength, durability, and functionality, SLS offers Nylon based materials as a solution depending on the application.
Due to the excellent mechanical properties the material is often used to substitute typical injection molding plastics.
Disadvantages
SLS printed parts have a porous surface. This can be sealed by applying a coating such as cyanoacrylate. [11]
See also
- 3D printing
- Desktop manufacturing
- Digital fabricator
- Direct digital manufacturing
- Fab lab
- Fused deposition modeling (FDM)
- Instant manufacturing, also known as direct manufacturing or on-demand manufacturing
- Rapid manufacturing
- Rapid prototyping
- RepRap Project
- Solid freeform fabrication
- Stereolithography (SLA)
- Von Neumann universal constructor
References
- ↑ https://www.anubis3d.com/technology/selective-laser-sintering/
- ↑ https://www.3dhubs.com/what-is-3d-printing#technologies
- ↑ "How Selective Laser Sintering Works". THRE3D.com. Retrieved 7 February 2014.
- ↑ Deckard, C., "Method and apparatus for producing parts by selective sintering", U.S. Patent 4,863,538, filed October 17, 1986, published September 5, 1989.
- ↑ Lou, Alex and Grosvenor, Carol "Selective Laser Sintering, Birth of an Industry", The University of Texas, December 07, 2012. Retrieved on March 22, 2013.
- ↑ US5597589
- ↑ Housholder, R., "Molding Process", U.S. Patent 4,247,508, filed December 3, 1979, published January 27, 1981.
- ↑ "Design Guide: Selective Laser Sintering (SLS)" (PDF). Xometry.
- 1 2 Prasad K. D. V. Yarlagadda; S. Narayanan (February 2005). GCMM 2004: 1st International Conference on Manufacturing and Management. Alpha Science Int'l. pp. 73–. ISBN 978-81-7319-677-5. Retrieved 18 June 2011.
- ↑ http://www.livescience.com/38862-selective-laser-sintering.html
- ↑ https://www.anubis3d.com/technology/selective-laser-sintering/