Pattern (casting)
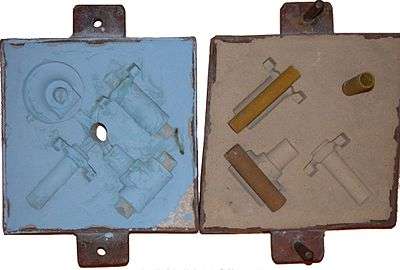
In casting, a pattern is a replica of the object to be cast, used to prepare the cavity into which molten material will be poured during the casting process.[1][2]

Patterns used in sand casting may be made of wood, metal, plastics or other materials. Patterns are made to exacting standards of construction, so that they can last for a reasonable length of time, according to the quality grade of the pattern being built, and so that they will repeatably provide a dimensionally acceptable casting.[3]
Patternmaking
The making of patterns, called patternmaking (sometimes styled pattern-making or pattern making), is a skilled trade that is related to the trades of tool and die making and moldmaking, but also often incorporates elements of fine woodworking. Patternmakers (sometimes styled pattern-makers or pattern makers) learn their skills through apprenticeships and trade schools over many years of experience. Although an engineer may help to design the pattern, it is usually a patternmaker who executes the design[4]
Materials used
Typically, materials used for pattern making are wood, metal or plastics. Wax and Plaster of Paris are also used, but only for specialized applications. Sugar pine is the most commonly used material for patterns, primarily because it is soft, light, and easy to work. Honduras Mahogany was used for more production parts because it is harder and would last longer than pine. Once properly cured it is about as stable as any wood available, not subject to warping or curling. Once the pattern is built the foundry does not want it changing shape. True Honduras Mahogany is harder to find now because of the decimation of the rain forests, so now there are a variety of woods marketed as Mahogany. Fiberglass and plastic patterns have gained popularity in recent years because they are water proof and very durable. Metal patterns are long lasting and do not succumb to moisture, but they are heavier, more expensive and difficult to repair once damaged.[5]
Wax patterns are used in a casting process called investment casting. A combination of paraffin wax, bees wax and carnauba wax is used for this purpose.[5]
Plaster of paris is usually used in making master dies and molds, as it gains hardness quickly, with a lot of flexibility when in the setting stage.[5]
Design
Sprues, gates, risers, cores, and chills or no
The patternmaker or foundry engineer decides where the sprues, gating systems, and risers are placed with respect to the pattern. Where a hole is desired in a casting, a core may be used which defines a volume or location in a casting where metal will not flow into. Sometimes chills may be placed on a pattern surface prior to molding, which are then formed into the sand mould. Chills are heat sinks which enable localized rapid cooling. The rapid cooling may be desired to refine the grain structure or determine the freezing sequence of the molten metal which is poured into the mould. Because they are at a much cooler temperature, and often a different metal than what is being poured, they do not attach to the casting when the casting cools. The chills can then be reclaimed and reused.
The design of the feeding and gating system is usually referred to as methoding or methods design. It can be carried out manually, or interactively using general-purpose CAD software, or semi-automatically using special-purpose software (such as AutoCAST)
Types of Patterns
Patterns are made of wood, metal, ceramic, or hard plastics and vary in complexity.
A single piece pattern, or loose pattern, is the simplest. It is a replica of the desired casting—usually in a slightly larger size to offset the shrinkage of the intended metal. Gated patterns connect a number of loose patterns together with a series of runners that will be detached after shake-out. Segmented or multi-piece patterns create a casting in several pieces to be joined in post-processing.
Match plate patterns are patterns with the top and bottom parts of the pattern, also known as the cope and drag portions, mounted on opposite sides of a board. This adaptation allows patterns to be quickly pressed into the molding material. A similar technique called a cope and drag pattern is often used for large castings or large production runs: in this variation, the two sides of the pattern are mounted on separate pattern plates that can be hooked up to horizontal or vertical machines and pressed into the molding material. When the parting lines between the cope and drag are irregular, a follow board can be used to support irregularly shaped, loose patterns.
Sweep patterns are used for symmetric molds, which are contoured shapes rotated around a center axis or pole through the molding material. A sweep pattern is a form of skeleton pattern: any geometrical pattern that creates a mold by being moved through the molding material.
Allowances
To compensate for any dimensional and structural changes which will happen during the casting or patterning process, allowances are usually made in the pattern.[6]
Contraction allowance / Shrinkage allowance
Shrinkage Allowance : almost all metals shrink or contract volumetrically after solidification to obtain a particular size of casting an amount is equal to the shrinkage or contraction.
The metal will undergo shrinkage during solidification and contract further on cooling to room temperature. To compensate this, the pattern is made larger than the required casting. This extra size is given on the pattern for metal shrinkage is called shrinkage allowance.
The pattern needs to incorporate suitable allowances for shrinkage; these are called contraction allowances, and their exact values depend on the alloy being cast and the exact sand casting method being used. Some alloys will have overall linear shrinkage of up to 2.5%, whereas other alloys may actually experience no shrinkage or a slight "positive" shrinkage or increase in size in the casting process (type metal and certain cast irons). The shrinkage amount is also dependent on the sand casting process employed, for example clay-bonded sand, chemical bonded sands, or other bonding materials used within the sand. This was traditionally accounted for using a shrink rule, which is an oversized rule.
Shrinkage can again be classified into liquid shrinkage and solid shrinkage. Liquid shrinkage is the reduction in volume during the process of solidification, and Solid shrinkage is the reduction in volume during the cooling of the cast metal. Shrinkage allowance takes into account only the solid shrinkage. The liquid shrinkage is accounted for by risers.
Draft allowance
When the pattern is to be removed from the sand mold, there is a possibility that any leading edges may break off, or get damaged in the process. To avoid this, a taper is provided on the pattern, so as to facilitate easy removal of the pattern from the mold, and hence reduce damage to edges. The taper angle provided is called the Draft angle. The value of the draft angle depends upon the complexity of the pattern, the type of molding (hand molding or machine molding), height of the surface, etc. Draft provided on the casting is usually 1 to 3 degrees on external surfaces (5 to 8 internal surfaces).[7]
Finishing or Machining allowance
The surface finish obtained in sand castings is generally poor (dimensionally inaccurate), and hence in many cases, the cast product is subjected to machining processes like turning or grinding in order to improve the surface finish. During machining processes, some metal is removed from the piece. To compensate for this, a machining allowance (additional material) should be given in the casting.[7] the amount of finish allowance depends on the material of the casting,size of casting,volume of production, method of molding, and etc..
Shake allowance
Usually during removal of the pattern from the mold cavity, the pattern is rapped all around the faces, in order to facilitate easy removal. In this process, the final cavity is enlarged. To compensate for this, the pattern dimensions need to be reduced. There are no standard values for this allowance, as it is heavily dependent on the personnel. This allowance is a negative allowance, and a common way of going around this allowance is to increase the draft allowance. Shaking of the pattern causes an enlargement of the mould cavity and results in a bigger casting.[7]
Distortion allowance
During cooling of the mould, stresses developed in the solid metal may induce distortions in the cast. This is more evident when the mould is thinner in width as compared to its length. This can be eliminated by initially distorting the pattern in the opposite direction.[6]
Demand
Patterns continue to be needed for sand casting of metals. For the production of gray iron, ductile iron and steel castings, sand casting remains the most widely used process. For aluminum castings, sand casting represents about 12% of the total tonnage by weight (surpassed only by die casting at 57%, and semi-permanent and permanent mold at 19%; based on 2006 shipments). The exact process and pattern equipment is always determined by the order quantities and the casting design. Sand casting can produce as little as one part, or as many as a million copies.
Although additive manufacturing modalities such as SLS or SLM have potential to replace casting for some production situations, casting is still far from being completely displaced. Wherever it provides suitable material properties at competitive unit cost, it will remain in demand.
References
| Wikimedia Commons has media related to Casting patterns. |
- Bawa, H S (2004). Manufacturing Processes – I. Tata McGraw-Hill. pp. 1–12. ISBN 978-0-07-058372-6.
- Ammen, C. W. (1999). Metalcasting. McGraw-Hill Professional. pp. 159–176. ISBN 978-0-07-134246-9.
- http://mechanicalinventions.blogspot.com/2012/12/types-of-patterns.html
- Shelly, Joseph Atkinson. Patternmaking: A treatise on the construction and application of patterns, including the use of woodworking tools, the art of joinery, wood turning, and various methods of building patterns and core-boxes of different types.The common types of patterns are: 1) Single piece pattern 2) Split piece pattern 3) Loose piece pattern 4) Gated pattern 5) Match pattern 6) Sweep pattern 7) Cope and drag pattern 8) Skeleton pattern 9) Shell pattern 10) Follow board pattern 11) segmental pattern New York: Industrial Press, 1920; pp. 2-5 et seq
- Radhakrishna, K (2011). Manufacturing Process - 1. Bangalore: Sapna Book House. p. 20. ISBN 978-81-280-0207-6.
- Praveen, Kestoor (2011). Manufacturing process - 1. Bangalore: Star – tech education. p. 16.
- Rao, P.N. (2003). Manufacturing Technology. New Delhi: Tata McGraw-Hill. p. 68. ISBN 0-07-463180-2.