Drill bit sizes
Drill bits are the cutting tools of drilling machines. They can be made in any size to order, but standards organizations have defined sets of sizes that are produced routinely by drill bit manufacturers and stocked by distributors.
In the U.S., fractional inch and gauge drill bit sizes are in common use. In nearly all other countries, metric drill bit sizes are most common, and all others are anachronisms or are reserved for dealing with designs from the US. The British Standards on replacing gauge size drill bits with metric sizes in the UK was first published in 1959.
A comprehensive table for metric, fractional wire and tapping sizes can be found at the drill and tap size chart.
Metric drill bit sizes

Metric drill bit sizes define the diameter of the bit in terms of standard metric lengths. Standards organizations define sets of sizes that are conventionally manufactured and stocked. For example, British Standard BS 328 defines sizes from 0.2 mm to 25.0 mm.
From 0.2 through 0.98 mm, sizes are defined as follows, where N is an integer from 2 through 9:
- N · 0.1 mm
- N · 0.1 + 0.02 mm
- N · 0.1 + 0.05 mm
- N · 0.1 + 0.08 mm
From 1.0 through 2.95 mm, sizes are defined as follows, where N is an integer from 10 through 29:
- N · 0.1 mm
- N · 0.1 + 0.05 mm
From 3.0 through 13.9 mm, sizes are defined as follows, where N is an integer from 30 through 139:
- N · 0.1 mm
From 14.0 through 25.0 mm, sizes are defined as follows, where M is an integer from 14 through 25:
- M · 1 mm
- M · 1 + 0.25 mm
- M · 1 + 0.5 mm
- M · 1 + 0.75 mm
In smaller sizes, bits are available in smaller diameter increments. This reflects both the smaller drilled hole diameter tolerance possible on smaller holes and the wishes of designers to have drill bit sizes available within at most 10% of an arbitrary hole size.
The price and availability of particular size bits does not change uniformly across the size range. Bits at size increments of 1 mm are most commonly available, and lowest price. Sets of bits in 1 mm increments might be found on a market stall. In 0.5 mm increments, any hardware store. In 0.1 mm increments, any engineers' store. Sets are not commonly available in smaller size increments, except for drill bits below 1 mm diameter. Drill bits of the less routinely used sizes, such as 2.55 mm, would have to be ordered from a specialist drill bit supplier. This subsetting of standard sizes is in contrast to general practice with number gauge drill bits, where it is rare to find a set on the market which does not contain every gauge.
There are also Renard series sequences of preferred metric drill bits:[1]
- R5 (factor 1.58) : M2.5, M4, M6, M10, M16, M24
- R10 (factor 1.26): M3, M5, M8, M12, M20, M30
Metric dimensioning is routinely used for drill bits of all types, although the details of BS 328 apply only to twist drill bits. For example, a set of Forstner bits may contain 10, 15, 20, 25 and 30 mm diameter cutters.
Fractional-inch drill bit sizes

Fractional inch drill bit sizes are still in common use in the United States and in any factory (around the globe) that makes inch-sized products for the U.S. market.
ANSI B94.11M-1979 sets size standards for jobber-length straight-shank twist drill bits from 1/64 inch through 1 inch in 1/64 inch increments. For Morse taper-shank drill bits, the standard continues in 1/64 inch increments up to 1¾ inch, then 1/32 inch increments up to 2¼ inch, 1/16 inch increments up to 3 inches, 1/8 inch increments up to 3¼ inches, and a single 1/4 inch increment to 3½ inches. One aspect of this method of sizing is that the size increment between drill bits becomes larger as bit sizes get smaller: 100% for the step from 1/64th to 1/32nd, but a much smaller percentage between 1 47/64th and 1 3/4.
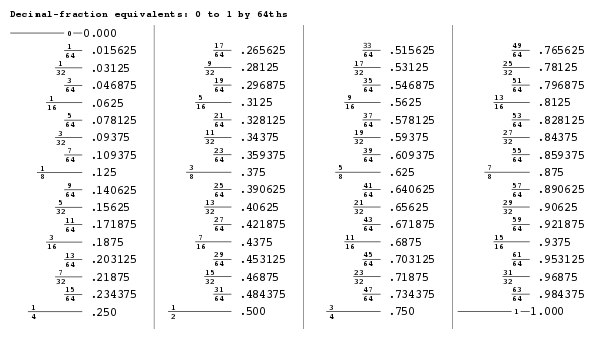
Drill bit sizes are written down on paper and etched onto bits as irreducible fractions. So, instead of 78/64 inch, or 1 14/64 inch, the size is noted as 1 7/32 inch.
Below is a chart providing the decimal-fraction equivalents that are most relevant to fractional-inch drill bit sizes (that is, 0 to 1 by 64ths). (Decimal places for .25, .5, and .75 are shown to thousandths [.250, .500, .750], which is how machinists usually think about them ["two-fifty", "five hundred", "seven-fifty"]. Machinists generally truncate the decimals after thousandths; for example, a 27/64" drill bit may be referred to in shop-floor speech as a "four-twenty-one drill".)
Charts like this, printed at poster size, are widely posted on machine shop walls for handy reference by machinists as they work. For some tasks it is faster and less annoying to glance down a column of numbers on a poster than it is to punch calculator buttons or do penciled arithmetic. It is also true that with long experience, talented machinists have much of the chart memorized anyway (with decimals to truncated thou). But the poster is there for reference and quick sanity check as needed. Tool distributors often give away such charts as promotional merchandise.
For anyone looking to create such a poster or to tailor the design and colors to their own preferences, it is useful to realize that spreadsheet software makes this fast and easy to do. The tools that the software provides—formulas, cell formatting with rounding, autofill, and sorting by numerical order—obviate any manual calculation and data entry. For example, one can create the inch nominal rows for the chart—with columns for inch fraction, inch decimal, and corresponding millimeter decimal conversion—using formulas, cell formatting with rounding, and autofill; and one can then create the metric nominal rows below that, with the inch decimal conversions being provided by formula; and then one can sort the whole sheet by size order, automatically interposing the inch nominal and metric nominal rows by size order. Font and color can be chosen to make a poster-size chart that is easy to read from 1 or 2 meters away. Printing can be done on a desktop printer, with the letter-size sheets then being stapled together to make up the larger poster.
Number and letter gauge drill bit sizes

Number drill bit gauge sizes range from size 80 (the smallest) to size 1 (the largest) followed by letter gauge size A (the smallest) to size Z (the largest). Although the ASME B94.11M twist drill standard, for example, lists sizes as small as size 97, sizes smaller than 80 are rarely encountered in practice.
Number and letter sizes are commonly used for twist drill bits rather than other drill forms, as the range encompass the sizes for which twist drill bits are most often used.
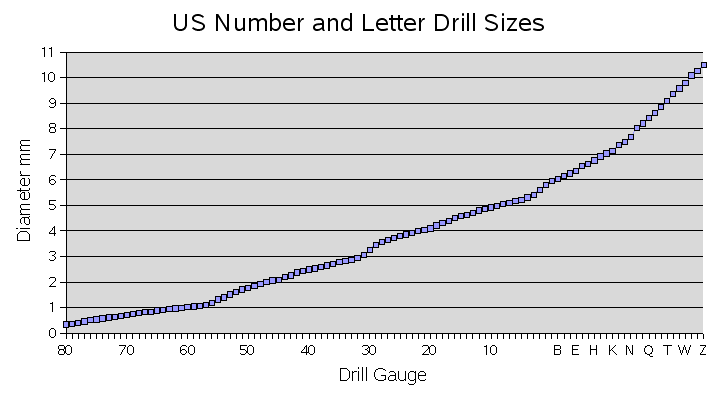
The gauge-to-diameter ratio is not defined by a formula, but is instead based on, but is not identical to, the Stubs Steel Wire Gauge, which originated in Britain during the 19th century.[2] The accompanying graph, with each step along the horizontal axis being one gauge size, illustrate the change in diameter with change in gauge, as well as the reduction in step size as the gauge size decreases.
Number and letter gauge drill bits are still in common use in the U.S. and to a lesser extent the UK, where they have largely been superseded by metric sizes. Other countries that formerly used the number series have for the most part also abandoned these in favour of metric sizes.
Drill bit conversion table
|
|
|
|
|
Screw-machine-length drill
The shortest standard-length drills (that is, lowest length-to-diameter ratio) are screw-machine-length drills (sometimes abbreviated S/M). They are named for their use in screw machines. Their shorter flute length and shorter overall length compared to a standard jobber bit results in a more rigid drill bit, reducing deflection and breakage. They are rarely available in retail hardware stores or home centers.
Jobber-length drill
Jobber-length drills are the most commonly found type of drill. The length of the flutes is between 9 and 14 times the diameter of the drill, depending on the drill size. So a 1⁄2 in (12.7 mm) diameter drill will be able to drill a hole 4 1⁄2 in (114.3 mm) deep, since it is 9 times the diameter in length. A 1⁄8 in (3.2 mm) diameter drill can drill a hole 1 5⁄8 in (41.3 mm) deep, since it is 13 times the diameter in flute length.[3]
The term jobber refers to a wholesale distributor—a person or company that buys from manufacturers and sells to retailers. (It was especially widely used in the 1850-1950 period.) Manufacturers producing drill bits "for the trade" (as opposed to for specialized machining applications with particular length and design requirements) made ones of medium length suitable for a wide variety of jobs, because that was the type most desirable for general distribution. Thus, at the time that the name of jobber-length drill bits became common, it reflected the same concept that names like general-purpose and multipurpose reflect.
Aircraft-length drill
Extended-reach or long-series drills are commonly called aircraft-length from their original use in manufacturing riveted aluminum aircraft. For bits thicker than a minimum size such as 1/8 inch, they are available in fixed lengths such as 6, 8, 12, or 18 inches rather than the progressive lengths of jobber drills.

The image shows a long-series drill compared to its diametric equivalents, all are 11⁄32 inch (8.7 mm) in diameter. The equivalent Morse taper drill shown in the middle is of the usual length for a taper-shank drill. The lower drill bit is the jobber or parallel shank equivalent.
Center drill bit sizes

Center drills are available with two different included angles; 60 degrees is the standard for drilling centre holes (for example for subsequent centre support in the lathe), but 90 degrees is also common and used when locating holes prior to drilling with twist drills. Center drills are made specifically for drilling lathe centers, but are often used as spotting drills because of their radial stiffness.
|
|
Spotting drill bit sizes
Spotting drills are available in a relatively small range of sizes, both metric and imperial, as their purpose is to provide a precise spot for guiding a standard twist drill. Commonly available sizes are 1/8", 1/4", 3/8", 1/2", 5/8", 3/4", 4 mm, 6 mm, 8 mm, 10 mm, 12 mm, 14 mm, 16 mm and 18 mm. The drills are most ordinarily available with either 90° or 120° included angle points.
See also
References
- ↑ Dasarathi-Cadem. "Preferred sizes in engineering". CNC etc. Retrieved 6 September 2017.
- ↑ Pöll, J. S. (June 1999). "The story of the gauge". Anaesthesia. 54 (6): 575–581. ISSN 0003-2409. PMID 10403873.
- ↑ http://www.amesweb.info/Tooling/StraightShankJobbersTwistDrills.aspx