Matrijs (druktechniek)
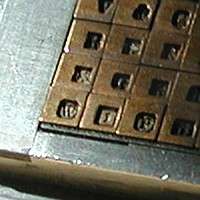
Een matrijs (lettermoeder) is in de druktechniek een metalen plaatje waarin een teken is geperst, bedoeld om loden letters te gieten.
De matrijs wordt gemaakt door
- met een spiegelbeeldige stempel of patrijs een holle ruimte te persen in een meestal koperen plaatje
- door via elektrolyse koper op een loden letter neer te laten slaan kan een nieuwe matrijs worden verkregen, ook als het stempel of de punch niet (meer) beschikbaar is.
In de negentiende en begin twintigste eeuw was deze laatste methode populair bij veel lettergieterijen om ook andermans letters te kunnen gieten.
Het beeld in de matrijs is leesbaar (niet-spiegelbeeldig).
De matrijs bevindt zich in een gietapparaat. Tot in de tweede helft van de negentiende eeuw werden nog altijd met hand-gietvormen de letters een voor een gegoten.
Het gietapparaat wordt gevuld met een vloeibare loodlegering van wisselende hoeveelheden lood, antimoon en tin.
Het antimoon dient om de legering te harden, want puur lood is te zacht, en vervormt snel onder de druk van een pers. Het tin zorgt ervoor dat de legering taai blijft, en ook bevordert het een goede verdeling van het antimoon door de letter. Bij het afkoelen ontstaan eerst meng-kristallen van tin en antimoon die aan de letter de hardheid verlenen. Een ander voordeel van een legering is de lagere smelttemperatuur en de verminderde uitzettingscoëfficiënt. Daardoor breekt het beeld niet van de letter af bij het afkoelen.
Na het stollen en afkoelen moet het letterstaafje nog enige bewerkingen ondergaan voor het kan worden gebruikt om tekst te zetten:
- de bramen langs de zijkanten vlakschuren
- eventueel werd er een extra kerf aangebracht, met een schaaf.[1]
- Nederland: .9785 inch (24,85 mm).[2]
- de letter op de gewenste letterhoogte brengen door het aan de onderkant af te schaven.
De inwendige diepte van matrijzen kan veschillen, voor een lettergieterij met Fourcier-machines maakte dat weinig uit. De letter werd in grote hoeveelheden op voorraad gegoten. Pas als de bestelling binnen was, werden de letters op de gewenste hoogte gebracht door ze af te schaven.
Bij matrijzen in gebruik bij zetselgietmachines zoals bij Monotype, Linotype, Typograph en Ludlow waren alle matrijzen gelijk van diepte. De inwendige hoogte van de gietvorm plus de diepte in de matrijs bepaalde de uiteindelijke letterhoogte.
Er waren grote verschillen in letterhoogte:
- België: .932 inch (23,70 mm)
- Bulgarije: .936 inch
- Denemarken: .982, .986, .987 inch
- Engeland, VS, Canada: .918 inch (23,31 mm)
- Italië: .987 inch
- Frankrijk, Duitsland, Zweden, Zwitserland: .928 inch (23,57 mm)
- Nederlandse Staatsdrukkerij: .932 inch (23,70 mm) en dat was dus: Belgische hoogte!
- In 1905 werd bij een reorganisatie van de Algemeene Landsdrukkerij te Den Haag de letterhoogte van 63 Didot-punt ingevoerd.[1]
- Nederland: .9785 inch (24,85 mm).[2]
Aan het eind van de 19e eeuw bestonden er slechts twee Nederlandse gieterijen: Joh. Enschede & Zonen in Haarlem, en Lettergieterij Amsterdam. Deze beide firma's hanteerden beide een net iets andere letterhoogte:
Dit alles was uit concurrentie overwegingen: het zorgde ervoor dat hun letter niet kon gemengd gedrukt in een zetsel.De letter uit Haarlem werd of te mager gedrukt, en anders was het Amsterdamse zetsel veel te vet in druk.[1]
De letters werden daarna verzameld in een letterkast, om voldoende letter te hebben voor de tekst. Deze letterkasten zijn onderverdeeld in vakken, waarbij vaak gebruikte letters als bijvoorbeeld de klinkers een grotere ruimte zijn toebedeeld.
Het gieten van letters vond na de uitvinding van de boekdrukkunst plaats in drukkerijen. Door specialisatie ontstonden zelfstandige lettergieterijen. Aan het eind van de negentiende eeuw werden zetmachines ontwikkeld, die matrijzen bevatten.
Zie ook
Bronnen, noten en/of referenties
|