Klompenmaker
Een klompenmaker , in Vlaanderen wel kloefkapper genoemd, is een ambachtsman die klompen vervaardigt. Dit gebeurt door een blok hout te snijden en uit te hollen, totdat de klompvorm wordt verkregen.
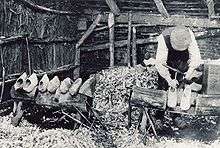
Handwerk
Het ambacht klompenmaker is alleen nog op braderieën en jaarmarkten te zien. Waar ieder dorp in Nederland vroeger een eigen klompenmaker kende, bestaan er anno 2008 in Nederland nog maar ongeveer 10 klompenmakers die zelfstandig klompen produceren en verkopen. De belangen van ambachtslieden die nog handmatig draagklompen maken, worden behartigd door de Stichting Klompen Monument in het Brabantse Budel.

Machinaal
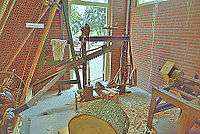
Bijna alle klompen worden machinaal gemaakt. Klompen worden gemaakt van populieren-, wilgen- of iepenhout. Het hout hoeft niet eerst te drogen, maar wordt bij de klompenfabricage nat verwerkt. De stammen worden in brede schijven gezaagd, de zogeheten 'bollen', die op hun beurt in blokken worden gezaagd met een blokkenzaagmachine, groot genoeg om er een klomp uit te halen. Deze blokken worden in een freesmachine geplaatst, die de buitenvorm uit de blokken freest. Daartoe worden twee blokken naast elkaar tussen twee pennen geklemd, met daartussenin een metalen modelklomp. De modelklomp wordt door de machine afgetast en de vorm wordt overgebracht naar de twee houten blokken aan weerszijden van het stalen model. In een volgende machine worden de klompen uitgehold, ook aan de hand van een metalen model. Het uithollen geschiedt met 'lepelboren' die geschikt zijn voor natte verspaning.
Daarna moeten de klompen drogen in de droogkamer. De wilgenhouten exemplaren worden anderhalve week gedroogd, bij een temperatuur van 20 tot 25 graden C, voor de populieren klompen is normaliter een week langer nodig. Door verbranding van afvalhout wordt de warmte geleverd voor het droogproces. De klompen moeten heel voorzichtig drogen, want bij een te snelle droging krijg je krimp en ontstaan er scheuren.
Na het drogen is het ijkpunt waarop wordt bepaald of een klomp kan worden afgewerkt of als 'onvoldoende kwaliteit' wordt beschouwd. De goedgekeurde klompen worden geschuurd, in de grondverf gezet, gepolijst, gedecoreerd en verkocht.
In Nederland is massafabricage door concurrentie uit het buitenland niet lonend meer. Ambchtelijke klompenmakers daar kunnen, naast het figureren als toeristenattractie, hun kennis en vaardigheid nog wel inzetten voor het vervaardigen van orthopedisch houten schoeisel op maat.
 Afkortmachine
Afkortmachine Kopieermachine
Kopieermachine.jpg) Boormachine
Boormachine.jpg) Boormachine
Boormachine
Nederlandse kampioenen ambachtelijk klompenmaken
| Jaar | Plaats | Naam | Geboorteplaats | Provincie |
|---|---|---|---|---|
| 1926 | Sint-Oedenrode | Hannes van Hastenberg | Liempde | |
| 1997 | L. Beekhuiszen | Eemnes | ||
| 1998 | L. Beekhuiszen | Eemnes | ||
| 1999 | L. Beekhuiszen | Eemnes | ||
| 2000 | van de Ven | Nistelrode | ||
| 2001 | van de Ven | Nistelrode | ||
| 2002 | L. Beekhuiszen | Eemnes | ||
| 2003 | L. Beekhuiszen | Eemnes | ||
| 2004 | Theo ter Horst | Wierden | ||
| 2005 | Sint-Oedenrode | Theo ter Horst | Wierden | |
| 2006 | L. Beekhuiszen | Eemnes | ||
| 2007 | Sint-Oedenrode | Theo ter Horst | Wierden | |
| 2008 | Zaanse Schans | Ton Verhejen | Haaksbergen |