Afkantpers
Een afkantpers of zetbank is een werktuig waarmee men metalen plaatmateriaal in een bepaalde hoek kan buigen (of 'zetten'). Voor kleinere buigbreedtes en/of dunne plaat worden veelal handbediende zetbanken gebruikt, grotere afkantpersen worden mechanisch aangedreven.
.jpg)
Een handbediende zetbank bestaat uit drie hoofdonderdelen: een onderbalk die bevestigd is op een frame, een bovenbalk met verstelbare zetliniaal, een buigbalk met handgreep.
Het plaatmateriaal wordt precies op de aftekenlijn tussen onder- en bovenbalk geschoven. Met een handkruk wordt het materiaal muurvast tussen beide balken geklemd. Vervolgens wordt de buigbalk met behulp van de handgreep omhooggetrokken. Het plaatmateriaal wordt daarbij om de zetliniaal gebogen tot de ingestelde hoek is bereikt, hierbij raakt het plaatmateriaal niet beschadigd en blijft het bovendien volkomen vlak. De zetliniaal is verwisselbaar en bepaalt de vorm van de omgezette hoek.
Bij een vingerzetbank is de zetliniaal samengesteld uit delen van ongelijke lengte. Men noemt deze onderling uitwisselbare delen de 'vingers'. Met deze vingers kan men de zetliniaal praktisch elke gewenste lengte geven. De zetliniaal, bestaat dus uit een of meer vingers, en wordt vastgeklemd op de bovenbalk. Met een vingerzetbank kunnen op eenvoudige wijze platen tot doosvormen worden omgezet.
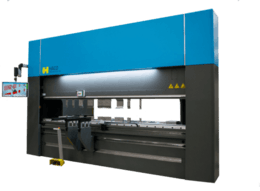
Voor grote buigbreedtes en dikke platen gebruikt men doorgaans een mechanisch aangedreven afkantpers. Op de pers wordt een set van plooigereedschap (stempel en matrijs) geplaatst tussen de zetbalk (of ram) en de tafel. De perskracht kan mechanisch, hydraulisch, elektrisch of manueel worden gegenereerd. Hydraulische persen kunnen tot meer dan 3000 ton perskracht hebben.
Om zowel de gemaakte hoeken als de maatvoering binnen de gestelde toleranties te houden, wordt bij geavanceerde persen gebruikgemaakt van CNC-sturing, gestuurde aanslagen en zelfs lasermeting. Bij het plooien wordt een werkstuk op een matrijs gelegd, terwijl het horizontaal gepositioneerd is tegen de aanslagen. De plooihoek wordt gemaakt doordat een stempel het werkstuk in de matrijs drukt.
Technieken
Er bestaan drie technieken om een plooihoek te realiseren.
- het luchtplooien waarbij de positie van de stempel wordt gestuurd
- het adaptief plooien waarbij de plooihoek zelf wordt gestuurd
- het matrijsplooien waarbij de plooikracht wordt gestuurd
- het 3-puntsplooien gebruikt door Hammerle